
全國谘詢熱線
186-7652-6988
歡迎光臨(lín)佛山市妖精视频在线观看鋁業有限公司官方網站!

全國谘詢熱線
186-7652-6988

聯係人:徐總
手 機:18676526988
電 話:0757-63222898
郵 箱(xiāng):874514218@qq.com
網 址:www.ccdsacc.com
地 址:佛山市南海區獅山鎮山南工業(yè)區北(běi)區一路一(yī)排3號

配料:根據需要生產(chǎn)的(de)具體(tǐ)合金牌號,計算出各種(zhǒng)合金成分的添加量,合理搭配各種原材料。熔煉:將配好的原(yuán)材料按工藝要求加入熔煉爐內熔化,並通過除氣、天津散熱器鋁材除渣精煉手段將熔體內的雜渣、氣體有效除去。鑄造:熔煉好的鋁液在一(yī)定的鑄造工藝條件(jiàn)下,通過深井鑄(zhù)造(zào)係統,冷卻鑄造成各種規格的圓鑄棒。擠壓:散熱器鋁(lǚ)材加工(gōng)擠壓是型材成形的手段。先根(gēn)據型材產品斷麵設計(jì)、製造出模具,利用擠壓機將加熱好的(de)圓鑄棒從模具中擠出(chū)成形。上色 (此處先主要講氧化的過程)氧化:擠壓好的鋁合金型材,其表麵耐蝕(shí)性不強,須通過陽極氧(yǎng)化進行表麵處理以增加鋁材的(de)抗蝕性、耐磨性及外表的美觀度。
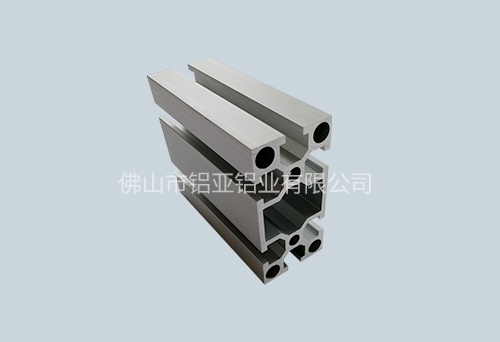
鏡框鋁(lǚ)型材加(jiā)工中靜電(diàn)粉末塗裝法是使用高壓電場的感應效應,使粉末塗料和被塗物受到感應而分別(bié)帶上彼此相反電荷,天津散熱器鋁材從而把帶電(diàn)荷的粉末塗料吸附(fù)到帶相反電荷的被塗物上麵,然後粉末塗料經過熔(róng)融流平、散熱器鋁材加工烘烤固化得到塗膜的塗裝(zhuāng)方法。因未經表麵處理的鋁合金擠(jǐ)壓型材外觀單一,並(bìng)在潮濕(shī)的(de)大氣中容易腐蝕(shí),所以鏡框鋁型材擠壓加(jiā)工(gōng)出來的穿衣鏡鋁材一般都要進行(háng)表麵處理,而粉末噴塗就是現階段穿衣鏡鋁材發展的一個主(zhǔ)要趨勢。
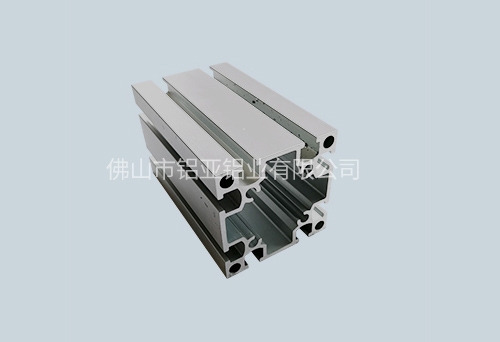
尺寸標準。一般坐式流水線支架的高在65-75CM,座位尺寸在38-45CM。站式流水線支架的高在85-95CM,座位尺(chǐ)寸在58-62CM。天津散熱器鋁材注意尺寸不宜過長(zhǎng),不便(biàn)於管理工作人員。結構(gòu)標準。流水線支架在(zài)定製的(de)時(shí)候一定要(yào)符合人體工程學標準,這樣工人在操作的時候,不會出現疲勞,影響工作效率。技術標準(zhǔn)。流水(shuǐ)線支架使用鋁型材定製(zhì)的話,散熱器鋁材加(jiā)工要注意加工的精度,包括切割精度,鑽孔精度(dù),攻牙精度等等,技術誤差(chà)是越小越好。像切割誤(wù)差小於±0.5mm以內,便於(yú)支(zhī)架安裝。
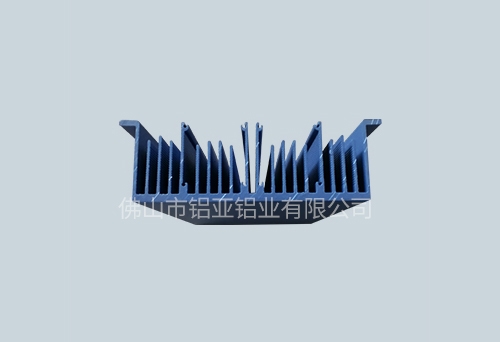
將大懸臂(bì)的散熱器型材(cái)模具設計成假分流模的結(jié)構,不僅有效地減少(shǎo)了由於模具承受較大的正麵壓力所導致的模孔危險斷麵的斷裂,極大地延長了模具的使用壽命,而且,天津散熱器鋁材這種帶有(yǒu)分流橋的結構(gòu),還有效地減小了模孔(kǒng)底部較大壁厚處的流速,確保了擠壓型材流速的均衡平穩、同時,這(zhè)種(zhǒng)結構(gòu)的擠壓模具(jù)設(shè)計方案,為壁厚相差懸殊(shū)的實心型材模具的設計開(kāi)辟了(le)新的(de)思路和途徑。 散熱(rè)器型材的擠壓技術除與上麵因素有關外,還與擠壓機(jī)的能力和水平(píng)、散熱器鋁材加工後部設備的自動化程度、工人的操作(zuò)技巧等有關,不同的散熱型材斷麵應根據其特點采取相應的措施,不能一概而論。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵(yóu)箱:874514218@qq.com
郵(yóu)箱:874514218@qq.com
![]() 地址:佛山市南海區獅山鎮山南工業區北區一路一排(pái)3號
地址:佛山市南海區獅山鎮山南工業區北區一路一排(pái)3號

(掃一掃 關注官方微(wēi)信)









