
全國谘詢熱線
186-7652-6988
歡迎光臨佛山市妖精视频在线观看鋁業有限公司官方網(wǎng)站!

全國谘詢熱線
186-7652-6988

聯係人:徐總(zǒng)
手 機:18676526988
電(diàn) 話:0757-63222898
郵 箱:874514218@qq.com
網 址:www.ccdsacc.com
地 址:佛山市南海區獅山鎮山南工業區北區一路一排(pái)3號
當散熱器鋁型材擠壓形狀不對(duì)稱,各部分尺寸,形(xíng)狀相差很大的製品時(shí),這種(zhǒng)流動不均勻性更會顯著增加。而且(qiě),在模具設計製造中,蘭州鋁合金鏡框鋁型材各部(bù)位流動速度的差異不可能完(wán)全(quán)的消除或(huò)調(diào)整。因此,擠壓成形中(zhōng),不能避免的會產生各種成形缺陷,如扭擰、彎曲、波浪、裂紋等。擠壓模具在使用(yòng)中,型材不成(chéng)形、波浪、彎曲等由於(yú)金屬擠出模孔(kǒng)速度不均勻引起的試模不合格,是造成試模不合格的主要原因之一。為了消除以上這些缺陷,較理(lǐ)想的結果就(jiù)是金屬在擠出模孔(kǒng)時,各個部位各個質點的金屬流動速度均(jun1)保持一致。而實際的情況是,鋁合金鏡框鋁(lǚ)型材(cái)加工(gōng)金屬在擠(jǐ)出模(mó)孔時,即使較簡單的型材(cái)也不可能各個質點都獲得相同的(de)流動速度。因(yīn)此,必然存在一個速度差異範圍,當金(jīn)屬擠出(chū)模孔時,當各個質點的擠出速度差異在這一(yī)個範圍之內時,擠出的型(xíng)材能夠穩定成形。

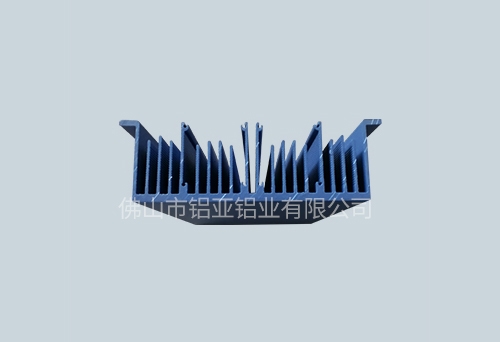
用鋁材質做散熱(rè)器,散熱器鋁型材(cái)與其它材質相比主要優勢為:節能性、節材性、裝飾性(xìng)、性能好、價格、重量等方麵。散熱器(qì)鋁型材在多種散熱(rè)器中是很輕的,搬運安裝方便。裝飾性:由於散熱器鋁型材的(de)導熱性好(hǎo),蘭(lán)州鋁合(hé)金鏡框鋁型材(cái)散熱量大,散熱也(yě)快,金屬熱強度高,由於它易(yì)擠壓成形,會擠壓成各種形(xíng)狀散熱器,因此外觀美觀,裝飾性強。由(yóu)於鋁氧化後生成氧(yǎng)化鋁是好的保護膜,能避免它進一步氧(yǎng)化,因(yīn)此它不怕氧化腐蝕,價格(gé)適中很(hěn)受工薪階層(céng)的歡迎。散熱器鋁型材的(de)耐氧化腐蝕性能好,鋁合金鏡框鋁型材加工不用添加任(rèn)何添加劑,其原理是,鋁(lǚ)一旦(dàn)遇到空氣中氧,便函生成一層氧化(huà)膜,這層膜既堅韌又致密,防止了進一步對本(běn)體材料的腐蝕。

擠壓鏡框鋁型材由於其生產工(gōng)藝的多樣(yàng)性,在熱擠壓過程(chéng)中因模具拋光質量或因加工工藝條件直接或間接造成的鏡框鋁型材表(biǎo)麵問題有以(yǐ)下幾點:鋁合金鏡框鋁型材(cái)加工紋粗,分色,暗帶(dài),亮帶(dài),劃線,起骨,光潔度差。擠(jǐ)壓鏡框鋁型材表(biǎo)麵粗糙缺陷造(zào)成原因:在鏡框鋁型材的擠(jǐ)壓製造中,蘭州鋁合金鏡框鋁型材通常的問題是較為直(zhí)觀的,如彎曲、扭擰、變形、夾渣等。從擠壓(yā)流水線出來的鏡框鋁型(xíng)材叫做基材或坯料、白料。初判鏡框鋁型材表麵質量通常是在模(mó)具上機後(hòu)擠壓至2-3支棒(bàng)時,首檢采樣判別(bié)表麵質量能否合格,表麵合(hé)格後再對其它項目開展檢查。
鏡(jìng)框鋁型(xíng)材加工木紋的方法 轉印方法塗覆木紋:順序進(jìn)行一個前處理步驟、鋁合金鏡框鋁型材加工一個噴塗步(bù)驟和一個木紋轉印(yìn)步驟,在前處理步驟中,將鏡(jìng)框鋁型(xíng)材裝架後進行化學脫脂和去氧化皮,然後水洗,利用鉻酸(suān)鹽鉻化,再(zài)水洗後烘幹,在噴塗步驟中,將鏡子框鋁型材掛架後吹(chuī)塵、擦拭,噴塗氟碳底漆、氟碳麵漆,蘭州鋁合(hé)金鏡框鋁型材(cái)烘幹固化,在木紋轉印步驟中,先分別向轉印水槽和浸泡水槽中加水加熱,然後在轉(zhuǎn)印水槽的水麵上平鋪木紋膜,再(zài)將鏡子框鋁型(xíng)材的(de)表麵與(yǔ)木紋(wén)膜接觸,將木紋膜上的(de)木(mù)紋塗料轉移到鋁型材表(biǎo)麵,再將鏡(jìng)子框鋁型材轉移到浸泡(pào)水槽中,之後將鋁型材清(qīng)洗、擦淨擦幹,進行烘幹固(gù)化。

散熱器鋁型材加(jiā)工是(shì)目前(qián)鋁型材加工中相對難度高的(de)細分行業。一方麵散熱器有散熱(rè)效果要求,蘭州鋁合金鏡框鋁型材另一方麵散熱的加工(gōng)難度高。工欲(yù)善其(qí)事必先(xiān)利其器,首先鋁型材散熱器(qì)的(de)模具設計要(yào)合理,模具的材質按國(guó)標要(yào)求及硬度HRC49-50度; 鋁型材散熱器的原材料要精選國標(biāo)材質,非標材質含雜質多,鋁合金鏡框鋁型材加工極易導致模具堵塞,甚至模具(jù)報廢;經驗豐富的開機人員(yuán),前麵兩(liǎng)個條件滿足(zú)了還不(bú)行,一定還有配備經驗豐富的開機人員,鋁型(xíng)材(cái)散熱器擠壓要求(qiú)擠壓速度比較慢,壓力控製做(zuò)180-200pa,擠壓速度快了,容易廢模。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛山市南海區獅山鎮山(shān)南工業區北區一(yī)路一排3號
地址:佛山市南海區獅山鎮山(shān)南工業區北區一(yī)路一排3號

(掃一掃 關注官方微信)









